What is Welding Joint?
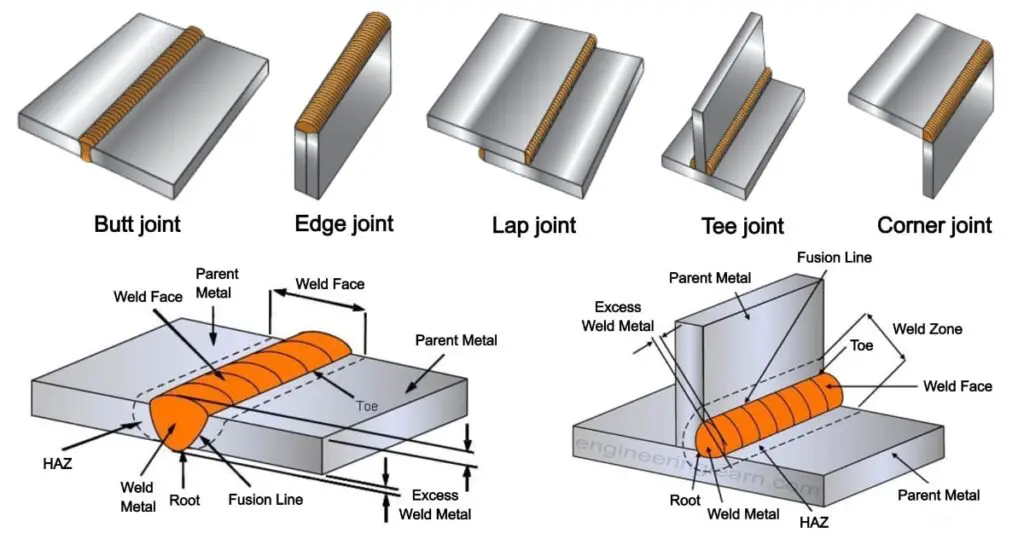
Welding joints are edges or locations where various metal or plastic parts are joined together. These can be made by connecting various metals or plastic parts with precise geometry. There are numerous types of joints on the market. However, the Welding Society of America has classed some of them as butt, edge, corner, tee, and lap. At the point where real welding can take place, these joints may have distinct designs.
Welding is a time-consuming procedure that needs patience, attention to precision, and inventiveness. Welders must have a thorough understanding of the numerous procedures and practices utilized in the business and the many types of welding joints to complete it properly.
Types of Welding Joints:
There are various types of welding joints based on the application and demand. The types of welding joints can also be used to improve strength.
1. Butt Joint Welding
2. Tee Joint Welding
3. Corner Joint Welding
4. Lap Joint Welding
5. Edge Joint Welding
1. Butt Joint Welding:
A butt weld is one of the most basic and adaptable forms of weld joint designs. The joint is constructed by joining two pieces of metal end to end and welding along the joint. Importantly, the surfaces of the workpieces being joined are on the same plane in a butt joint, and weld metal remains inside the planes of the surfaces. As a result, workpieces are almost parallel and do not overlap, unlike lap joints.
Different types of grooves can be made depending on the thickness of the metal components. Groove preparation, also known as weld edge preparation, is required for thicker metals. The design of the groove changes depending on whether the weld requires full or partial penetration.
Groove welding can be done in various ways, including manual, mechanized, and automated techniques. Thin sheets are typically welded without any weld edge preparation; these junctions are square butt joints. Butt joints can be welded using arc welding, resistance welding, or high-energy beam welding, and they can even be brazed.
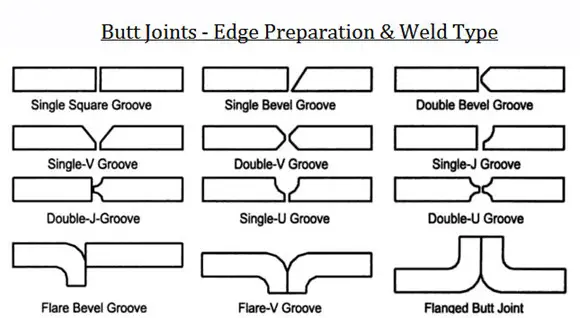
Butt Joint Welding Styles:
Butt welds can be made in various styles, each serving a particular purpose. Different factors affect the geometry of the groove, layering, and gap width.
Different styles of butt joint welding are:
- Square butt weld,
- Single bevel butt weld
- Double bevel butt weld
- Single V groove butt weld
- Single J groove but weld
- double J groove butt weld,
- Single U butt weld
- double butt weld.
Butt Joint Welding Usages:
The usage of butt welding varies by industry. It is employed in automated welding machines and traditional human arc welding applications. The butt junction, for example, can be used to weld two plates together or link butted pipe fittings.
The workpieces must be beveled according to the thickness and requisite penetration to accomplish seamless pipe butt welds. Furthermore, most pipe fittings are designed to meet butt weld joint criteria, allowing them to be easily welded together.\
Butt Joint Welding Pros :
- After welding, a butt joint is simple to machine.
- High tensile strength and full fusing
- Suitable for a wide range of metals
- It is simple to check for distortion.
- The simplest welding junction to create
- It is somewhat less prone to contamination.
- This material is ideal for continuous linear or circumferential welding.
- The simplest weld junction for post-weld treatment (grinding, polishing, painting, etc.)
- Butt-welded pipe fittings are inexpensive.
- Butt welding works well with the two most prevalent welding methods, MIG and TIG.
Butt Joint Welding Cons :
- When welding thick metal, butt welds necessitate beveling of the joint edges.
- This weld is prone to porosity, cracking, or penetration that is only partially complete.
- Welding thin sheet metal without filler metal and preventing distortion is difficult.
- A heightened awareness of surface illusions (the melted metal area)
2. Tee Joint Welding:
Tee joints are used to weld two plates or pieces with surfaces 90 degrees apart at the connection. The joint could be between two plates, between a pipe/tube and a plate, or between a pipe and a cylindrical shell. The joint resembles the letter ‘T’ in English, hence the name t joint welding. The terms ‘t joint’ and ‘tee joint’ refer to the same object.
Different types of welds can be used to create a t junction. A fillet weld, groove weld, plug weld, spot weld, and so on can all be used to create a t joint weld. The type of weld used to make a tee joint is determined by the thickness of the pieces, the welding position, the strength required from the joint, and other factors.
Different edge preparations can be used to make a T junction. A fillet weld is used for welding thin base metal joints where strength is not a vital requirement. For heavier base metals and where joint strength is required, a groove is cut into the vertical part, resulting in a ‘groove-fillet’ weld.
Tee Joint Welding Styles:
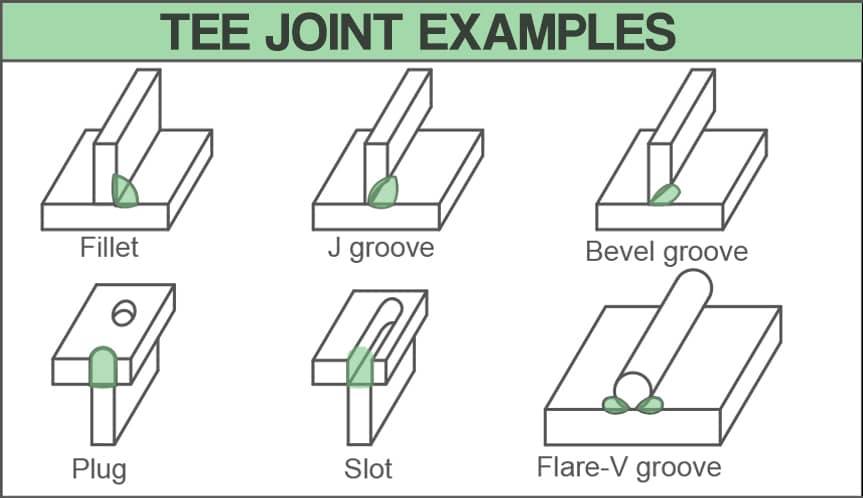
Several welding styles can be utilized to make a tee joint:-
- Plug weld
- Fillet weld
- Slot weld
- Bevel-groove weld
- J-groove weld
- Melt-through weld
- Flare-bevel-groove weld
Tee Joint Welding Usages:
Tee Joint welding is used when a metal part is attached to a base, combining thin plates, structural applications, and machine applications.
Tee Joint Welding Pros:
T joint welding is not prepared between the grooves unless the base metal is determined to be thick and thus welded on both sides that can bear the load that the joint needs to support.
Tee Joint Welding Cons:
Some of the most prevalent problems found with tee joints are known as lamellar tearing, which occurs due to the joint’s limitation. Welders are frequently required to put a stopper to prevent common defects.
3. Corner Joint Welding :
The only difference between corner joint and tee joint welding is the position of the metal plates. In contrast to the tee junction, plates are put in the center, whereas in the corner joint, both plates meet in either an open or closed manner to form an “L” shape.
These are some of the most popular joints used in sheet metal industries, such as the production of boxes, frames, and other applications. In the corner joint, flaws such as lamellar tearing, partial penetration, porosity, slag inclusion, and so on will arise.
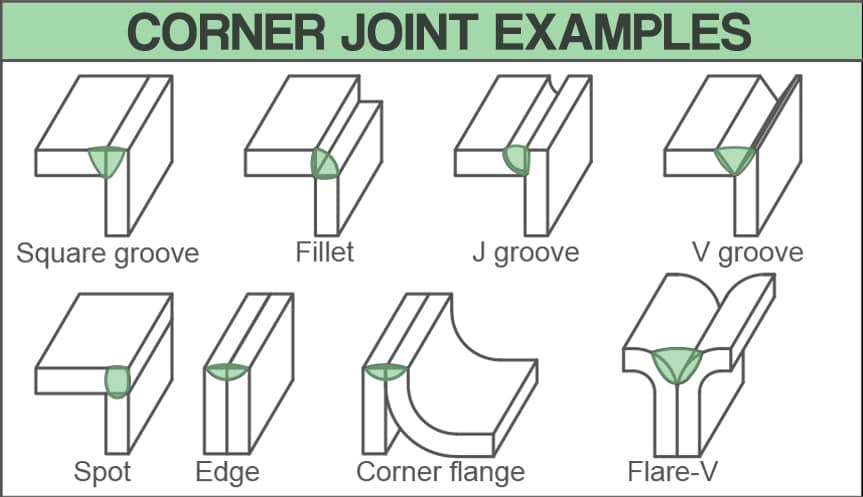
Corner Joint Welding Styles:
Several welding styles can be utilized to make a corner joint:-
- V-groove
- J-groove
- U-groove
- Spot edge
- Fillet
- Corner-flange,
- Bevel-groove,
- Flare-V-groove,
- Square or butt groove
Corner Joint Welding Usages:
Corner Joint uses sheet metal, light sheets, and heavy metal sheets, and this jointing is also employed in the design of boxes, frames, and other similar fabrications.
Corner Joint Welding Pros:
It is simple to assemble jointly with simple edge preparation, and it may be used to produce joints in both thin and thick portions.
Corner Joint Welding Cons:
Corner joints can be tough since you can’t always rest your palm on your material to keep your torch steady.
4. Lap Joint Welding;
Lap joint welding is the same as butt joint welding. These shapes are created when two sheets of metal are layered on top of each other. When two parts of different thicknesses are joined together, these are the most typical joining methods. You can weld on either side.
When working with thicker materials, lap joints are rarely used; instead, they’re reserved exclusively for sheet metal. Because the materials overlap, this form of welding junction may be vulnerable to fibrous cracking or corrosion. The good news is that this may be avoided by following the right procedures and making appropriate adjustments to the parameters in your model as you go.
Lap joint welding Styles:

Lap joint welding styles are as follows:
- Fillet welding
- Slot welding
- Spot welding
- Plug welding
- Bevel groove welding
- Flare bevel groove welding
- J-groove welding
Lap Joint Welding Usages:
It is commonly utilized in resistance spot welding, coupled electron beam welding, and laser beam welding. Lap joints are rarely utilized on thick materials and are almost always used on sheet metal.
Lap Joint Welding Pros:
Lap joint welding can use to join two sections of varying thicknesses together. The welds can be performed on one or both sides.
Lap Joint Welding Cons:
The cons of such welding junctions include lamellar tearing and corrosion caused by the overlaying of the components. It can be avoided by employing the appropriate approaches and adjusting variables as needed.
5. Edge Joint Welding:
An edge joint is a metal surface that fits together to even the edges. Bending one or both plates at any angle can produce one or both plates. The primary function of a weld joint is to bind several pieces together so that stresses can be distributed among them.
Certain forces, such as tensile, compression, bending, torsion, or shear cause stress that is discovered to occur within welded joints. The capacity of any welded joint that can sustain these stresses is determined to be reliant on two factors: the joint design and the weld’s integrity. Some joints are more resistant to specific sorts of forces than others.
Edge Joint Welding Styles:
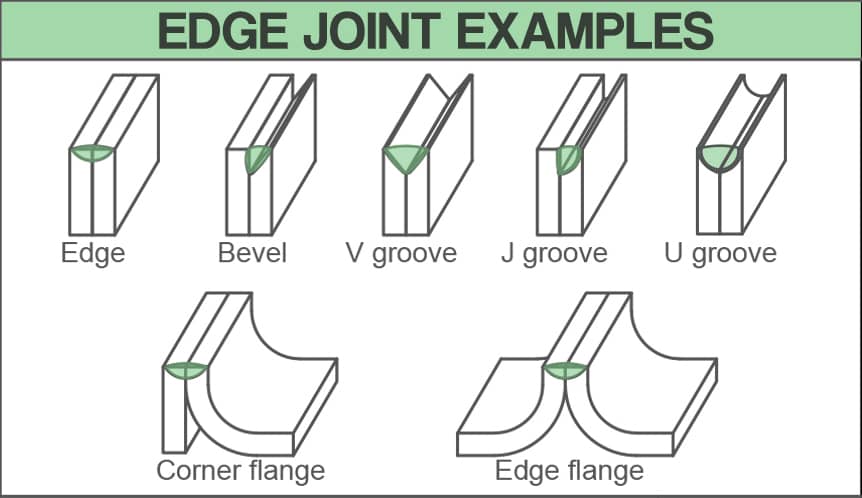
The following styles are suitable for joint edge welding:
- U-groove
- V-groove
- Corner-flange
- Bevel-groove
- J-groove
- Square-groove
- Edge-flange
Edge Joint Welding Usages:
It is frequently used for attaching the edges of sheet metal or mufflers and other low stress and pressure applications.
Edge Joint Welding Pros:
Edge joint welding can use to join two sections of varying thicknesses together. The welds can be performed on one or both sides.
Edge Joint Welding Cons:
Because of the overlapping pieces, this form of connection is more prone to corrosion. Welders must keep in mind that other faults such as slag inclusion, lack of fusion, and porosity can arise while the job is being completed.
CONCLUSION:
Welding is the technique of permanently joining metals; therefore, different welding joints are used to lessen incoming forces such as tensile, compressive, etc. The strength of the joints in metal parts will be strengthened, lowering the likelihood of failure. The butt joint and lap joints are the most commonly used of the five welding joints.
Welding requirements are limitless. Different applications require different types of welds. Different types of welding joints are created to meet the requirements and demands of each specific application. Welding technology has advanced significantly. Aeronautics, automotive, hydraulic turbine, pulley, flywheels, mill stands, fabrication, and residential use were among the applications.